






铬钼钢与不锈钢的焊接工艺
近年来异种钢焊接应用十分广泛,在航空航天、石油化工、机械行业等行业应用越来越多[1]。但由于异种钢在化学成分、冶金相容性、物理性能和化学性能等方面存在较大差异,在焊接过程中会出现合金元素的迁移、化学成分、金相组织的不均匀,还会产生热应力、焊接变形,出现焊接裂纹等,降低焊接接头的力学性能[2]。
本文针对12Cr2Mo1铬钼钢和S30408不锈钢的异种钢焊接接头,进行焊接性分析,选择合适的焊接方法、焊接材料和焊接工艺参数,并进行焊后热处理,根据NB/T47014《承压设备焊接工艺评定》进行焊接工艺评定,分析异种钢焊接接头的力学性能,制定焊接作业指导书,用于指导实际生产。
01 焊接性分析
12Cr2Mo1为低合金耐热钢,具有良好的耐高温和抗氢性能,主要用于制造加氢装置的反应器和热交换器等设备中, 12Cr2Mo1的铬和钼能显著提高钢的淬硬性,在一定的冷却速度下,焊缝金属和热影响区内可能形成对冷裂敏感的显微组织。含有大量的Cr、Mo等强碳化物形成元素,使接头的过热区具有不同程度的再热裂纹敏感性。在350-550℃温度区间长期运行时,当有害残余金属总含量超过容许极限时,发生的渐进的脆变现象。
S30408为奥氏体不锈钢,两种钢材之间化学成分、金相组织、物理性能和化学性能等方面有较大差异,焊接时容易出现以下问题。
1.1焊缝的稀释
在焊接过程中,焊缝金属会受到12Cr2Mo1熔敷金属的稀释作用,在紧靠12Cr2Mo1一侧熔合区的焊缝金属中,形成和焊缝金属成分不同的过渡层,母材合金含量越大,稀释率越大,熔合比越大,稀释率也越大。12Cr2Mo1一侧过渡层可能会因稀释而产生脆性马氏体组织。.
1.2 碳迁移
高温下,由于铬元素与碳原子的亲和能力很强,易形成碳化铬的化合物,在焊接过程中,12Cr2Mo1一侧因贫铬而使碳原子脱离形成脱碳区,进而软化,晶粒粗大,脆性增大,抗腐蚀能力下降,而S30408一侧因富含铬而使碳原子向其迁移形成增碳层,进而硬化,晶粒变细,性能变好。
1.3 焊接应力
由于两种材料的热导率和线膨胀系数不同,焊接过程中,高温区产生热应力,并且该热应力无法消除,使焊缝和熔合区附近产生附加拉应力,在冷却过程中,因收缩不一致产生焊接残余应力,导致在12Cr2Mo1侧产生裂纹。
0 2 焊接工艺评定
2.1 材料的化学成分和力学性能
评定用材料为12Cr2Mo1和S30408不锈钢,规格均为400mm×150mm×10mm,两种材料的化学成分和如表1所示

2.2 焊接方法
为了减少焊缝的稀释,防止产生冷裂纹和再热裂纹,12Cr2Mo1和S30408异种钢焊接时,在12Cr2Mo1侧先堆焊镍基焊材,选用熔合比小、稀释率低的焊接方法,钨极氩弧焊和焊条电弧焊的熔合比较小,焊缝成分也比较稳定,因此,该异种钢选用氩弧焊打底,焊条电弧焊盖面的焊接方法。
2.3 焊材
采用镍基焊条ENi6182和镍基焊丝SNi6082,利用镍的石墨化作用阻碍形成碳化物,减小过渡层,防止产生脆性的马氏体组织,进一步抑制12Cr2Mo1中的碳迁移。
2.4 焊接坡口
对于焊接坡口形式,应尽量考虑焊接层数、填充金属量、熔合比和焊接残余应力,设计的坡口形式及尺寸如图1所示。

2.5预热和层间温度控制
12Cr2Mo1显微组织为回火贝氏体,S30408显微组织为奥氏体,12Cr2Mo1具有淬硬性、再热裂纹倾向和回火脆性,而 S30408具有良好的焊接性,根据两种材料的化学成分、接头形式、焊接方法和焊接材料等考虑,通过焊接性试验确定,预热温度在200℃左右,焊接的道间温度控制在100℃之内,焊后立即进行350℃×2h后热处理。
2.6 焊接工艺参数
焊前,对坡口及两侧各200mm之内的氧化层、油污、水分、铁锈等进行清理,具体的焊接工艺参数如表2所示。

2.7 焊后消除应力热处理
焊后消除应力热处理是防止焊接裂纹的重要工艺措施,12Cr2Mo1和S30408异种钢焊接时,会产生很大的焊接残余应力,因此,焊后需要进行690±10℃×2h的热处理,以消除焊接残余应力,避免裂纹的产生。
0 3. 工艺评定结果及分析
焊接工艺评定采用NB/T47014-2011《承压设备焊接工艺评定》标准进行,对评定试板进行外观检查,表面没有气孔、夹渣、裂纹等缺陷,然后进行100%射线检测,射线检测按照NB/T47013-2013《承压设备无损检测》评定,Ⅱ级合格。按照NB/T47014-2011标准要求加工试样,进行拉伸、弯曲和冲击等力学性能试验,力学性能试验结果如表3、表4、表5所示。
冷焊机,电火花堆焊修复机,铸造缺陷修补机,精密补焊机,模具修补机,被覆机,发电电焊机
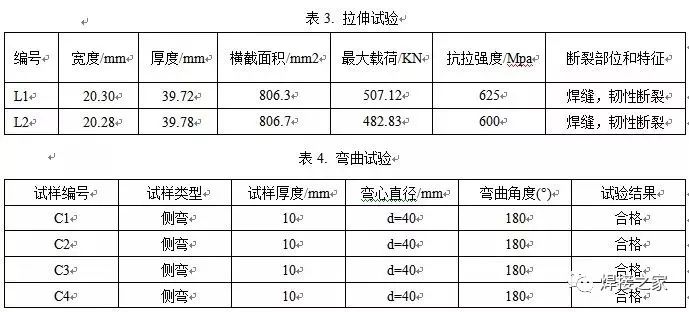

由上述数据可知,拉伸、弯曲和冲击试验都合格,说明所制定的焊接工艺满足要求,焊接接头的性能符合规定。
0 4. 结论
(1)采用熔合比小、稀释率低的氩弧焊打底,焊条电弧焊盖面的焊接方法,在12Cr2Mo1侧先用焊条电弧焊堆焊镍基焊材选用镍基焊丝SNi6082和镍基焊条ENi6182对12Cr2Mo1和S30408异种钢进行焊接,通过合理的焊接工艺,获得了性能符合标准规定的焊接接头。
(2)按照NB/T47014-2011《承压设备焊接工艺评定》,对焊接接头进行了力学性能试验,拉伸试样断在焊缝上,为韧性断裂,抗拉强度满足标准要求,弯曲试样和冲击式样满足标准要求。
- 上一篇:焊接冷裂纹问题一看就秒懂 [2019-05-10]
- 下一篇:想干核电的焊工看看 [2019-05-10]