






ΚΗΫ”άδΝ―ΈΤΈ Χβ“ΜΩ¥ΨΆΟκΕ°
ΚΗΫ”άδΝ―ΈΤΈ Χβ“ΜΩ¥ΨΆΟκΕ°
–ΓΟς «Ρ≥Υ°Βγ ©ΙΛΒΞΈΜΚΗΫ”ΦΦΙΛΘ§‘ΎΚΗΫ”780ΚΆ980 MPaΥ°ΒγΗ÷Ιή ±Θ§ ±≥Θ≈ωΒΫΝ―ΈΤΈ ΧβΘ§Ά§―υΒΡ≤ΡΝœΚΆΙΛ“’ΧθΦΰΘ§ ±≥Θ≈ωΒΫΝ―ΈΤΓΘΙΛ”―Ο«ΤΏΉλΑΥ…ύΘ§ΓΑ‘Λ»»≤ΜΙΜΓ±ΓΔΓΑ±ΘΜΛΤχΧε≤ΜΕ‘Γ±ΓΔΓΑΚΗ≤Ρ≤ΜΕ‘Γ±ΓΔΒΪΥ≠“≤ΥΒ≤Μ«εΒάάμΘ§“≤Χα≤Μ≥ωΫβΨωΑλΖ®ΓΘ“ρ¥Υ–ΓΟς≤ΜΒΟ≤Μ»Ξ«κΫΧΘ§»ΥΦϊ»ΥΑ°Θ§÷Σ Ε‘®≤©Θ§Τ·Ιΐ―σΝτΙΐ―ßΒΡ’≈≤© ΩΓΘ
–ΓΟς
÷’”ΎΚΗΆξΝΥΘ§Ω¥Ή≈Τ·ΝΝΒΡΚΗΒά¬ζ–ΡΜΕœ≤ΑΓΓΘΒΪ”– ±Θ§“≤Μα‘ΎΚΗΚσΧΐΒΫ«ε¥ύΒΡ±άΝ―…υΘ§Φλ≤ιΚσΨΆΜαΖΔœ÷»γœ¬ΆΦΥυ ΨΒΡΝ―ΈΤΘΚ

–ΓΟς
’βΒΫΒΉ «ΡΡΟ≈Ή”ΒάάμΡΊΘΩΩ… «άß»≈ΝΥΚή≥Λ ±Φδά≤ΘΓ
‘Λ»»≤ΜΙΜ@#%$##@$@%$##@$@
±ΘΜΛΤχΧε≤ΜΕ‘@#%%@$%!$%@$%
ΚΗ≤Ρ≤ΜΕ‘@#!$%@$#%@$!%@$#%
ΙΛ”―
–ΓΟς
±πύ–ύ–ά≤Θ§ΕΦΥΒ≤Μ«εΒάάμΘ§”–…ΕΉ””ΟΖΞΓΘ
“Σ≤Μ»Ξ«σΨ»’≈≤© ΩΘΓ
άδΚΗΜζ,ΒγΜπΜ®Ε―ΚΗ–όΗ¥Μζ,÷ΐ‘λ»±œί–ό≤ΙΜζ,ΨΪΟή≤ΙΚΗΜζ,ΡΘΨΏ–ό≤ΙΜζ,±ΜΗ≤Μζ,ΖΔΒγΒγΚΗΜζ
–ΓΟςΆ®ΙΐΆχ¬γ”κ’≈≤© Ω»ΓΒΟΝΥΝΣœΒΓΘ
–ΓΟς
’≈≤© ΩΚΟΘ§’φ–Ρ«σΨ»Θ§ΗΏ«ΩΕ»Υ°ΒγΚώΑεΚΗΚσΖΔ…ζΝ―ΈΤΘ§»γΚΈ±ήΟβΡΊΘΩ
ΡψΚΗΒΡ «…Ε≤ΡΝœΘΩ
Dr.’≈
–ΓΟς
ΩΙά≠«ΩΕ»780MPa“‘…œΦΕ±πΗΏ«ΩΗ÷ΓΘΒΪ Ι”ΟΒΡ «≤÷Ωβ÷–ΒΡΤ’Ά®ΦΕ±πΚΗ≤ΡΓΘ
”ΠΗΟ «άδΝ―ΈΤΓΘ
Dr.’≈
–ΓΟς
άδΝ―ΈΤΘΩ
ΙΥΟϊΥΦ“εΘ§ΒΆΈ¬ΫΉΕΈΖΔ…ζΒΡΝ―ΈΤΘ§Ι ΈΣάδΝ―ΈΤΓΘΒΆΈ¬ΫΉΕΈΡΊΘ§Ά®≥Θ÷ΗΚΗΫ”ά以Ιΐ≥Χ÷–200-300Γφ“‘œ¬«χΦδΘ§…θ÷Ν «ΚΗΚσ ΐΗω–Γ ±ΒΡά以 ±ΦδΕΈΡΎΓΘ
Dr.’≈
–ΓΟς
«¬πΘΩΫώΧλΜΙ «ΆΖ“Μ¥ΈΧΐΒΫΚΗΚσΨ≠Ιΐ ΐΗω–Γ ±≤≈ΜαΖΔ…ζΒΡΝ―ΈΤΓΘ≤ΜΙΐΈ“≈ωΒΫΒΡΝ―ΈΤ»Ζ Β «‘ΎΒΆΈ¬ΫΉΕΈΖΔ…ζΒΡΓΔΆ®≥Θ‘ΎΚΗΫ” ΐΟκΜρ ΐΖ÷÷”ΡΎΖΔ…ζΒΡΓΘ
ΚΗΚσΨ≠ΙΐΫœ≥Λ ±Φδ≤≈ΜαΖΔ…ζΒΡΝ―ΈΤΘ§Φρ≥ΤΈΣ―”≥Ό–‘Ν―ΈΤΓΘΚΗΫ”ΗΏ«ΩΗ÷»ί“ΉΖΔ…ζ―”≥Ό–‘Ν―ΈΤΘ§«“≥Θ≥ΘΖΔ…ζ‘Ύ»έΚœœΏΜρ’Ώ»»”Αœλ«χΈΜ÷ΟΓΘ
Dr.’≈
ΧΦΥΊΗ÷ΓΔΗΏ«ΩΗ÷ΓΔCrMoΗ÷ΚΆ¬μ œΧε≤Μ–βΗ÷Β»‘ΎΚΗΫ” ±ΕΦΜαΖΔ…ζάδΝ―ΈΤΓΘ
Dr.’≈
–ΓΟς
”–≈–Εœ“άΨί¬πΘΩ÷°«Α“≤ΧΐΒΫΚήΕύ»Υ‘Ύ“ι¬έ’βΗωΈ ΧβΓΘ
œ÷‘ΎΡΊΘ§άδΝ―ΈΤΒΡ–Έ≥…ΚΆ≤ζ…ζΜζάμ“―Ψ≠Μυ±Ψ«ε≥ΰά≤ΓΘ“Σ≤ΜΗχΡψœξœΗΥΒΥΒΘΩ
Dr.’≈
–ΓΟς
ΚΟΑΓΘ§«σ÷°≤ΜΒΟΘ§“ΜΕ®ΚΟΚΟ―ßΓΘ
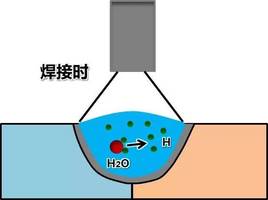
œ»Ω¥œ¬ΆΦΓΘΚΗΫ”Ιΐ≥Χ÷–Θ§ΒγΜΓ÷–ΒΡΥ°Θ®H2OΘ©ΖΔ…ζΖ÷ΫβΓΔ…ζ≥…«β‘≠Ή”Θ§ΙΧ»ή”ΎΚΗΫ”»έ≥ΊΜρΚΗΖλΫπ τ÷–ΓΘ
Dr.’≈
–ΓΟς
”–Υ°ΘΩΡΡάοά¥ΒΡΡΊΘΩ
¥σΤχ÷–ΨΆ”–Υ°Θ§ ΣΕ»≤ΜΨΆ «¥ζ±μΥ°Ζ÷ΒΡ¬πΘΩΝμΆβΘ§ΙΛΦΰΓΔΚΗ≤Ρ»»“≤ΜαΚ§”–“Μ≤ΩΖ÷ΒΡΥ°ΓΘ
Dr.’≈
ΚΗ≤ΡΚΆΙΛΦΰΕΦΗ…‘οΒΡΜΑΘ§ΫωΫωΜΖΨ≥ ΣΕ»¥σΒΡΜΑΘ§“≤Μα≤ζ…ζ¥σΝΩΥ°Ζ÷ΓΘ”…”ΎΜΖΨ≥ ΣΕ»¥σΘ§ΒΦ÷¬‘ΎΚΗΫ”Ιΐ≥Χ÷–Θ§Υ°Ζ÷≤ΜΕœœρ»έ≥Ί÷ή±ΏΦ·ΨέΓΘ
Dr.’≈
ΡΐΙΧΙΐ≥ΧΆξ≥…ΚσΘ§ΚΗΖλΫπ τ”…”ΎΈϋ»κΥ°“ΐ»κΒΡ«β‘≠Ή”“ΣœρΆβά©…ΔΘ§ΚΗΚσά以Ιΐ≥Χ÷–Θ§ΚΗΖλΫπ τ÷–ΒΡ“Μ≤ΩΖ÷«β‘≠Ή” ΆΖ≈ΒΫ¥σΤχ÷–Θ§Νμ“Μ≤ΩΖ÷œρ»»”Αœλ«χά©…ΔΓΘ

Dr.’≈
–ΓΟς
Α¥’’ά©…ΔΕ®¬…Θ§«β‘≠Ή””ΠΗΟ¥”≈®Ε»ΗΏΒΡΒΊΖΫœρ≈®Ε»ΒΆΒΡΒΊΖΫ“ΤΕ·Α…ΘΩ
«ΒΡΓΘΒΪ «Έ ΧβΟΜ”–’β―υΦρΒΞΓΘΫΧΩΤ ι÷–―ßΙΐΘ§ΚΗΚσά以Ιΐ≥Χ÷–Θ§”…”ΎΨ– χΓΔ”Π±δ»»‘≠“ρ≥Θ≥ΘΜα‘ΎΫ”ΆΖ÷–≤ζ…ζ≤–”ύ”ΠΝΠΓΘ

Dr.’≈
–ΓΟς
÷ΣΒάΒΡΓΘΚΟœώ «ΥΒΘ§ΚΗ÷Κ≤ΩΚΆΚΗΗυ¥Π”ΠΝΠ»ί“ΉΦ·÷–ΓΘ
≤ν≤ΜΕύΑ…ΓΘΒΪ≤Μ»Ϊ «Ρ«Ο¥ΜΊ ¬ΓΘ
Dr.’≈
Ω¥Ω¥œ¬Οφ’βΗω Ψ“βΆΦΓΘΉΔ“β»έΚœœΏΘ§ΗΟΈΜ÷Ο‘ΎΚΗΫ” ±ΉνΗΏΩ…¥ο1400ΓφΘ§Α¬ œΧε»ί“Ή¥÷Μ·ΘΜΆ§ ±Θ§ΗΟ«χ”ρά以ռŻ“≤±»ΤδΥϊΈΜ÷ΟΗΏΘ§ΒΦ÷¬Τδ¥ψΆΗ–‘…ΐΗΏΓΘ“ρ¥ΥΑΓΘ§¥ψΆΗ–‘…ΐΗΏΒΦ÷¬”≤Ε»ΗΏΓΔ¥ύ–‘ΗΏΘΜ”…”ΎΦ”»»Έ¬Ε»ΗΏΘ§»ί“Ή–Έ≥…¥÷ΨßΉι÷·ΓΘ

Dr.’≈
–ΓΟς
―ßœΑά≤―ßœΑά≤Θ§Ϋ”ΆΖ÷–ΜΙ«χΖ÷Ρ«Ο¥ΕύΒΡΈΔ«χ”ρΓΘΡ«’β”κ÷°«ΑΫ≤ΒΫΒΡά©…Δ«β”–ΙΊœΒ¬πΘΩ
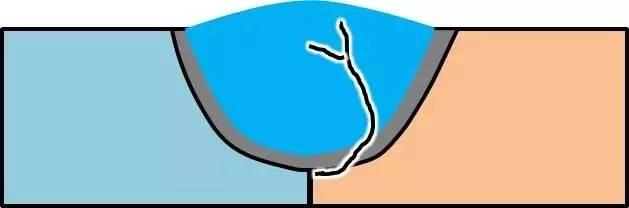
«β‘≠Ή”»ί“Ή‘Ύά≠”ΠΝΠΦ·Ψέ¥ΠΤΪΨέΓΘΚΗΫ” ±ΚΗΖλΫπ τΜα¥”÷ήΈßΈϋ ’Υ°Ζ÷Θ§ΚΗΚσΜαœρ÷ή±Ώά©…Δ«β‘≠Ή”ΓΘΒ±Ρ≥≤ΩΒΡ«β‘≠Ή”≈®Ε»≥§Ιΐ“ΜΕ®ΒΡΦΪœό÷ΒΖΔ…ζΝ―ΈΤ ±Θ§ΨΆ≥Τ÷°ΈΣ«β¥ύάδΝ―ΈΤΓΘ
Dr.’≈
Β±»ΜΘ§«β¥ύάδΝ―ΈΤ”–ΝΫΗω“ρΥΊΘ§“ΜΗω «≈®Ε»Θ§“ΜΗω « ±ΦδΓΘ
Dr.’≈
–ΓΟς
«¬πΘΩ
άδΝ―ΈΤΖΔ…ζ”–»ΐΗω“ΣΥΊΘΚ“Μ ««β≈®Ε»Θ§Εΰ «ΟτΗ–Θ®¥ύ–‘Θ©Ήι÷·Θ§»ΐ «Ψ– χ”ΠΝΠΓΘΧΊ±π «Θ§ΚΗΗυΓΔΚΗ÷ΚΈΜ÷ΟΗΫΫϋΒΡ»»”Αœλ«χΈΜ÷ΟΘ§’β»ΐΗωΧθΦΰ»ί“Ή¬ζΉψΘ§“ρΕχ «άδΝ―ΈΤ»ί“ΉΖΔ…ζ«χ”ρΓΘ


Dr.’≈
–ΓΟς
”––©ΟςΑΉΝΥΘ§ΒΪ«β¥ύΒΡΜζάμ «…ΕΡΊΘΩ
ΥΒ ΒΜΑΘ§―ßΥΒΟ≈≈…ΆΠΕύΒΡΓΘ“Σ «œκ…ν»κΝΥΫβΒΡΜΑΘ§Έ“Ω…ΆΤΦω≤ΩΖ÷¥σ≈ΘΈΡœΉΙ©≤ΈΩΦΓΘ’βΜαΨΆ≤ΜΉΗ ωά≤ΓΘ÷Μ“ΣΦ«ΉΓ“ΜΨδΜΑΘΚΫπ τ÷–Ϋχ»κΝΥ«βΘ§¥ύ–‘ΨΆΜα‘ωΦ”ΘΜ»γΙϊΜΙ”–”ΠΝΠΉς”ΟΒΡΜΑΘ§Μα Ι¥ύ–‘Ηϋ―œ÷ΊΓΘ
Dr.’≈
Φ«ΉΓά≤Θ§»ΐ“ΣΥΊ «ΤΤΫβάδΝ―ΈΤΜζάμΒΡ”–ΝΠΈδΤς”¥ΓΘœ¬ΆΦ÷–Θ§ΚαΉχ±ξ «ΚΗΚσΖΔ…ζάδΝ―ΈΤΒΡ ±ΦδΘ§ΉίΉχ±ξ «Ψ– χ”ΠΝΠΘ§ΆΦ÷–Ε‘”ΠΒΡ≤ΜΆ§«β≈®Ε»Θ®Κ§ΝΩΘ©ΧθΦΰœ¬ΖΔ…ζΝ―ΈΤΒΡ«χΦδΓΘΨ– χ”ΠΝΠ‘Ϋ¥σΘ§ΖΔ…ζΝ―ΈΤΒΡ ±Φδ‘ΫΕΧΓΘ

Dr.’≈
–ΓΟς
»γΙϊ«β≈®Ε»ΓΔΨ– χ”ΠΝΠ‘ωΦ”ΝΥΘ§ «≤Μ «άδΝ―ΈΤΖΔ…ζΦΗ¬ ΨΆΜα‘ωΦ”ΓΘ
«ΒΡΓΘ
Dr.’≈
ΜΙ”–“ΜΒψΓΘ”≤œύΘ®¥ύ–‘Θ©Ήι÷·Θ§“ΜΑψ «÷Η¬μ œΧεΘ§Τδ”≤Ε»Μρ«ΩΕ»”…ΧΦΚ§ΝΩΨωΕ®Θ§¬μ œΧεΖ÷άύ“≤ΆΠΗ¥‘”ΓΘ”–ΗωΦρΒΞΒΡΑλΖ®Θ§Φ¥»»”Αœλ«χΉνΗΏ”≤Ε»Ζ®ΓΘ»γΙϊΉνΗΏ”≤Ε»÷Β≤Μ≥§ΙΐHV350,“ΜΑψ≤ΜΜαΖΔ…ζάδΝ―ΈΤΘ§Ψ– χ”ΠΝΠΚΆ«βΚ§ΝΩ“≤ΨΆΈόΙΊ÷Ί“ΣΝΥΓΘ
Dr.’≈
–ΓΟς
ΟςΑΉΝΥΓΘάδΝ―ΈΤ”…»ΐ“ρΥΊΨωΕ®ΓΘΜΙ”–“ΜΗω”≤Ε»HV350ΑλΖ®ΓΘ
Ζ«≥ΘΚΟΓΘ÷ΣΒάΝΥ‘≠άμΘ§Ρ«ΖάΜΛ¥κ ©ΡΊΘΩ
Dr.’≈
–ΓΟς
ΦρΒΞΝΥΆέΓΘΨΓΝΩΑ―»ΐ“ρΥΊΩΊ÷Τ‘ΎΫœΒΆΒΡΥ°ΤΫΩ©ΓΘ
Ε‘ΘΓΫΒΒΆ«βΚ§ΝΩΒΡ¥κ ©ΘΚΒΆ«βΚΗ≤ΡΓΔ≤ΡΝœΚΆΚΗΦΰΗ…‘οΓΔ Ι”Ο±ΘΜΛΤχΧεΓΘΫΒΒΆ”≤Ε»Θ®”≤œύΉι÷·Θ©ΒΡ¥κ ©ΘΚ―Γ”ΟΚ§”–ΫœΕύΒΆ¥ψΆΗ–‘ΚœΫπ‘ΣΥΊΒΡΚΗΦΰΘ§ΚΗΫ”ΙΛ“’…ηΦΤ±ήΟβΩλΥΌά以ΘΜΫΒΒΆΨ– χ”ΠΝΠΒΡ¥κ ©ΘΚΒά¥ΈΥ≥–ρΓΔΫ”ΆΖ–ΈΉ¥…ηΦΤΓΘ
Dr.’≈
–ΓΟς
ΑλΖ®’φ «ΕύΑΓΓΘ
Ω¥œ¬Οφ’βΗω ”ΤΒΘΚ

Dr.’≈
‘Λ»» «≤ΜΘΩ
Dr.’≈
–ΓΟς
«ΒΡΘ§ΚΗ«ΑΕ‘ΚΗΫ”≤ΩΈΜΫχ––Φ”»»ΓΘ
Ρ«ΈΣ…Ε“Σ‘Λ»»ΘΩ“Σ‘Λ»»Εύ…ΌΡΊΘΩ
Dr.’≈
–ΓΟς
’βΗω(“ΜΠδ“Μ+) «≤Μ «”–Ψ≠―ι÷ΒΘΩ
’βΗωΦρΒΞΘ§Ε‘’’œ¬ΆΦΨΆΩ…“‘÷ΣΒάά≤ΓΘ’βΩ… «ΙΛ≥Χ Β ©άΐΆ≥ΦΤ≥ωά¥ΒΡΓΘ
Dr.’≈
–ΓΟς
«ΗωΚΟΆΦΘ§≤ΜΙΐ”–Βψ‘Έ”¥Θ§ΡήΨΏΧεΥΒΥΒ¬οΘΩ
œ»ΦΤΥψΚα÷αΒΡΝ―ΈΤΟτΗ––‘÷Η ΐPcΘ§Pc”…PcmΓΔΚώΕ»tΓΔά©…Δ«βH»ΐ≤ΩΖ÷Ήι≥…Θ§»’±Ψ»ΥΧα≥ωΒΡΘ§÷ς“Σ’κΕ‘ΒΆΧΦΗ÷ΓΔΒΆΚœΫπΗΏ«ΩΗ÷ΓΔΜρTMCPΗ÷Θ§Ά≥ΦΤ ΐΨίά¥‘¥”ΎΧΦΚ§ΝΩΒΆ”Ύ0.1%Θ§«ΩΕ»ΦΕ±π‘Ύ400-1000MPa÷°ΦδΘ§Μυ±ΨΗ≤Η«ΝΥœ÷”–÷ς“ΣΒΡΫαΙΙΗ÷Νλ”ρΘ§±»»γ‘륧ΓΔΙήœΏΓΔ«≈ΝΚΓΔΫ®÷ΰΓΔΙΛ≥ΧΜζ–ΒΓΔ―ΙΝΠ»ίΤς»»Νλ”ρΓΘΉ®Ο≈”Ο”ΎΦΤΥψΚΗΫ”Ν―ΈΤΟτΗ––‘ΒΡΘ§Pcm= C+Mn/20+Si/30+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5BΓΘ
Dr.’≈
–ΓΟς
’βΗωΗζ ι±Ψ…œ―ßœΑΒΡΧΦΒ±ΝΩΙΪ Ϋ≤Μ“Μ―υΑΓΓΘΦ«ΒΟΒ± ±―ßœΑΒΡΙΪ Ϋ «CE=C+(Mn+Si)/6+(Ni+Cu)/15+(Cr+Mo+V)/5ΓΘ
≤Μ¥μ≤Μ¥μΘ§ΜΙΡήΦ«ΒΟΙΪ ΫΓΘΙΪ Ϋ «Μυ”Ύ Β―ι ΐΨίΆ≥ΦΤ≥ωά¥Θ§ΡΩ«ΑΚΟΦΗ÷÷Θ§ΒΪΕΦ «”–ΧθΦΰΒΡΓΘΥΒΒΫ’βΘ§¬ζ―έΕΦ «άαΑΓΓΘΒ±ΡξΒΡΫΧΩΤ ι“≤≤ΜΥΒΟςΑΉΘ§ΗψΝΥΈ“Β»ΝΥΚΟΕύΡξ≤≈÷ΣΒά”–’βΟ¥ΕύΒΡ–÷ΒήΫψΟΟΓΘ“Σ≤Μ»ίΈ“ΏκΏκΘΩ
Dr.’≈
–ΓΟς
Ωλ«κΩλ«κΘΓ
ΙζΦ ΚΗΫ”–≠ΜαΘ®IIWΘ©ΙΪ Ϋ(1):
CE(IIW)=C+(Mn+Si)/6+(Ni+Cu)/15+(Cr+Mo+V)/5ΓΘ’βΙΪ Ϋ «Ϋω ”Ο”ΎΧΦΚ§ΝΩ¥σ”Ύ0.18%Θ§«ΩΕ»ΦΕ±π500-900MPaΒΡΖ«Βς÷ ΒΆΚœΫπΗΏ«ΩΗ÷ΓΘ
Dr.’≈
»’±ΨΚΗΫ”–≠ΜαΚΆΙΛ“Β±ξΉΦ–≠ΜαΙΪ Ϋ(2): CE(WES)=C+Mn/6+Si/24+Cr/5+Ni/40+Mo/4+V/14ΓΘ’βΙΪ Ϋ’κΕ‘ΒΆΧΦΒς÷ ΒΡ500-1000MPaΒΆΚœΫπΗΏ«ΩΗ÷ΓΘ
Dr.’≈
Ω¥≥ωά¥ΝΥΑ…Θ§…œ ω1ΚΆ2ΜΞΈΣ≤Ι≥δΓΘ»Γ―υ―υ±Ψ÷–SiΓή0.55%Θ§MnΓή1.5%Θ§CuΓή0.5%Θ§NiΓή2.5%Θ§CrΓή1.25%Θ§MoΓή0.7%Θ§VΓή0.1%Θ§BΓή0.006%ΓΘ
Dr.’≈
»’±Ψ–¬»’ΧζΙΪΥΨΧα≥ωΒΡΙΪ Ϋ(3)ΘΚCEN=C+f(c){Si/24+Mn/6+Ni/20+(Cr+Mo+Nb+V)/5}Θ§Τδ÷–f(c)=0.75+0.25tanh{20(C-0.12)}Θ§ ”Ο”ΎΧΦΚ§ΝΩ0.03-0.25%ΒΡΗ÷÷÷Θ§–ό≤ΙΝΥCE(IIW)≤Μ ”Ο”ΎΧΦΚ§ΝΩ0.18%“‘œ¬ΒΡ≥ΓΚœΘ§Β±ΧΦΚ§ΝΩ≥§Ιΐ0.18% ±Θ§ΗΟΙΪ ΫΦΤΥψ÷Β”κCEΙΪ ΫΦΤΥψ÷ΒœύΒ±ΓΘΗΟΙΪ Ϋ «”Π”ΟΫœΙψΓΔΨΪΕ»ΫœΗΏΒΡΧΦΒ±ΝΩΙΪ ΫΓΘ
Dr.’≈
ΟάΙζΫπ τ―ßΜαΗϋ”–“βΥΦΘ§Χα≥ωΝΥΝΫΗωΙΪ ΫΘΚ
ΙΪ Ϋ(4)CE=C+Mn/6+Cr/4+Ni/15+Mo/4+Cu/13Θ§÷ς“Σ”Ο”ΎΦΤΥψ‘Λ»»Έ¬Ε»ΓΘ
ΙΪ Ϋ(5)CE=C+Mn/6+(Cr+Mo+V)/5+(Si+Ni+Cu)/15Θ§”Ο”ΎΤάΕ®¥ψΜπΗ÷ΚΆΒΆΚœΫπΗ÷ΒΡΚΗΫ”–‘ΓΘ
Dr.’≈
ΟάΙζΚΗΫ”―ßΜαΡ«≤ΜΗ…ΝΥΘ§“≤Χα≥ωΝΥΉ‘ΦΚΒΡΙΪ Ϋ(6)ΘΚ
CE=C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+Cu/13+P/2ΓΘ ”ΟΖΕΈß «CΓή0.6%Θ§MnΓή1.6%Θ§Cu 0.5-1.0%Θ§NiΓή3.3%Θ§CrΓή1.0%Θ§MoΓή0.6%Θ§P 0.005-0.15%Θ§
Dr.’≈
ΟάΙζΚΘΨϋ“≤ά¥¥’»»Ρ÷Θ§“≤Χα≥ωΝΥΉ‘ΦΚΒΡΙΪ Ϋ(7)CE=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Ni+Cu)/15Θ§’βΗω÷ς“Σ’κΕ‘ΚΘΨϋΫΔ¥§ΫαΙΙΗ÷ΓΘ
±π–ΓΩ¥’βΗωΙΪ ΫΑΓΘ§‘Ύ…œ άΦΆ40-90Ρξ¥ζΘ§ΉςΈΣΒΆΚœΫπΗΏ«ΩΗ÷ΒΡ¥ζ±μHY80ΓΔHY90ΓΔHY100ΓΔHY120ΓΔHY130/140ΕΦ“ΐΝλΝΥ άΫγΗΏ«ΩΗ÷ΖΔ’ΙΓΔΚσά¥¥Ώ…ζΝΥΗωΜ“≥ΘΜ“≥Θ≈Θ±ΤΒΡGravilleΆΦΓΘ

Dr.’≈
Κσά¥ΡΊΘ§¥σΦ“ΕΦ ”ΈΣ…ώΆΦΘ§ΒΪΕΦΆϋΦ«ΝΥΤδ ”ΟΖΕΈßΚΆ«ΑΧαΧθΦΰΓΘ
ΉνΉν÷Ί“ΣΒΡ“ΜΒψΘ§œ÷‘ΎΗ÷Χζ“±ΝΕΓΔ‘ΰ÷ΤΚΆΆΩΕΤΦΦ θΖΔ’ΙΚήΩλΘ§“―Ψ≠Ϋχ»κΝΥΗω–‘Μ·Ε®÷ΤΫΉΕΈΘ§±»»γ3.5-5.5%NiΒΡΒΆΚœΫπΡΆ ¥Η÷ΓΔ13%Cr”ΆΨ°ΙήΗ÷ΓΔ≥§ΒΆΧΦΡΆΚρΗ÷ΓΔ3-5%CuΈω≥ω«ΩΜ·ΗΏ«ΩΗ÷ΓΔ9%NiΒΆΈ¬Η÷ΓΔ5-9%MnΤϊ≥ΒΗ÷Θ§“‘ΦΑ3%Si-3%Al«αΗ÷Β»ΓΘ…œ ωΙΪ ΫΕΦ≤Μ ”Ο”Ύ’β–©Η÷÷÷ΒΡΚΗΫ”–‘ΤάΦέΘ§–η“ΣΝιΜν‘Υ”ΟΓΘ
ΗϋΒδ–ΆΒΡΘ§…œ ωΙΪ ΫΆ§―υ≤Μ ”Ο”ΎΖ«≥Θ≥… λΒΡΜπΝΠΖΔΒγ’Ψ”ΟΗ÷P91/T91ΓΘ
Dr.’≈
ΒΪ”–ΝΫΒψ«–Φ«“ΣΦ««ε≥ΰΘΚ1)ΧΦΒ±ΝΩ «”Ο”ΎΤάΙά―”≥ΌΑ¬ œΧεœρΧζΥΊΧεΉΣ±δΒΡ÷Η ΐΘ§ΟΩΗωΙΪ ΫΕΦ”–Τδ ”ΟΖΕΈßΘΜ2)÷Μ”–Pcm «Ή®Ο≈ΒΡάδΝ―ΈΤΟτΗ––‘÷Η ΐΓΘ«–Φ««–Φ«ΑΓΓΘ
Dr.’≈
–ΓΟς
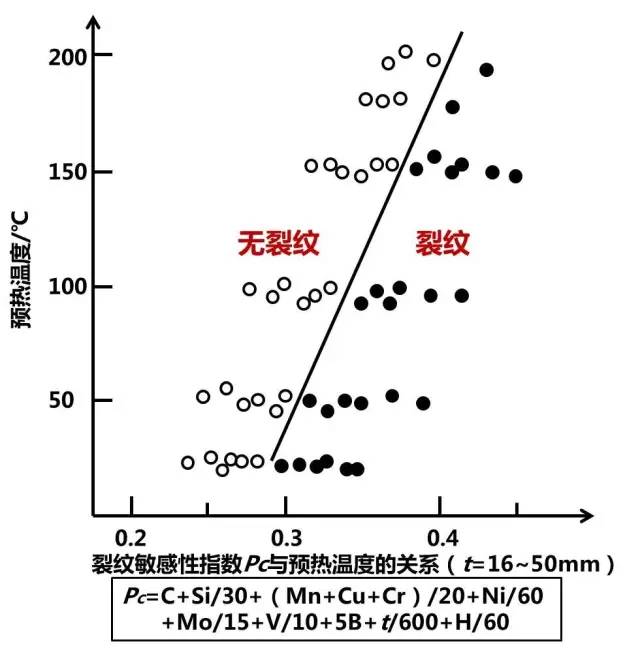
ΑΓΘΩ≥ΛΦϊ ΕΝΥΘ§‘≠ά¥ΧΦΒ±ΝΩΙΪ Ϋ «“ΣΗυΨίΨΏΧεΧθΦΰ―Γ‘ώΒΡΓΘ
‘ΌΜΊΒΫPcΙΪ ΫΒΡΉνΚσΝΫœνΘ§t¥ζ±μΚΗΫ” ‘ΑεΚώΕ»Θ§t/600 «Ψ– χ”ΠΝΠΒΡΙάΥψ÷ΒΓΘH¥ζ±μ«βΚ§ΝΩΓΘ
Dr.’≈
–ΓΟς
ΑεΚώΈΣ…ΕΡήΙΜ¥ζ±μΨ– χ”ΠΝΠΘΩ
”κ±ΓΑεœύ±»Θ§ΚώΑεΚΗΫ”Ψ– χ”ΠΝΠ“Σ¥σΒΡΕύΓΘ“ρ¥ΥΡΊΘ§Κα÷αΑϋά®ΝΥ”≤Ε»+Ψ– χΕ»+«βΚ§ΝΩΓΘ
Dr.’≈
–ΓΟς
’βœ¬ΟςΑΉΝΥΘ§÷Μ“ΣΦΤΥψPcΘ§»ΜΚσΕ‘±»…œΆΦΘ§ΨΆΩ…÷Σ‘Λ»»Έ¬Ε»ΝΥΓΘ
ΟΜ¥μΓΘ
Dr.’≈
–ΓΟς
±»»γΘ§Β±Pc=0.35 ±Θ§Ήν–Γ‘Λ»»Έ¬Ε»ΨΆ «100ΓφΘ§Ε‘Α…ΘΩ
Άξ»Ϊ’ΐ»ΖΓΘΩ…”Ο“ΜΗωΙΪ ΫΦρΒΞΦΤΥψ≥ωΥυ–ηΒΡΉν–Γ‘Λ»»Έ¬Ε»ΘΚ1440ΓΝPc-392ΓΘ’βΗωΙΪ Ϋ”ΟΤπά¥Ηϋ±ψΫίΓΘ
Dr.’≈
–ΓΟς
Ρ«ΧΪΚΟΝΥΘ§”Ο ÷ΜζΕΦΩ…“‘ΦΤΥψΝΥΓΘ
–ΓΟς
Ε‘ΝΥΘ§≤νΒψΆϋΝΥΘ§Ρ«‘Λ»»ΫΒΒΆάδΝ―ΈΤΒΡΜζάμΡΊΘΩ
‘Λ»»ΒΡΜΑΘ§ΜαΫΒΒΆΚΗΚσά以ռŻȧ”»Τδ «ΚΗΚσ»»―≠ΜΖΙΐ≥Χ÷–800-500ΓφΒΡά以ռŻȧ’βΗω«χΦδ“≤ «”≤œύΉι÷·…ζ≥…”κΖώΘ§“‘ΦΑΕύ…ΌΒΡ«χΦδΓΘΫΒΒΆά以ռŻȧΜαΫΒΒΆ”≤œύΉι÷·±»άΐΘ§ΫΒΒΆ”≤Ε»Θ§“ρ¥ΥΜαΫΒΒΆάδΝ―ΈΤΟτΗ––‘ΓΘ
Dr.’≈
–ΓΟς
’β―υΑΓΓΘœύΒ±”ΎΫΒΒΆΝΥΚΗΫ”»»”Αœλ«χΒΡ”≤Ε»÷ΒΓΘ
ΫΒΒΆάδΥΌΒΡΝμ“ΜΗω–ßΙϊ «Θ§ ΙΒΟ«β‘≠Ή”¥”ΚΗΖλΫπ τœρΥΡ÷ήΒΡά©…ΔΗϋΦ”≥δΖ÷Θ§”–άϊ”ΎΫΒΒΆ«βΚ§ΝΩΓΘ
Dr.’≈
–ΓΟς
‘Λ»»≤ΜΦρΒΞΑΓΓΘΥΪ÷ΊΙΠ–ßΘ§“ΜΦΐΥΪΒώΓΘ
ΜΙ”–ΑΓΓΘΚΗΚσΦ”»»Θ®»»¥ΠάμΘ©“≤Μα”–άϊ”Ύ«βά©…ΔΓΘ÷Ν”ΎΒΫΒΉ «”Ο‘Λ»»ΓΔΚ󻻥ΠάμΘ§ΜΙ «ΝΫ’ΏΦφ”ΟΘ§–η“Σ“άΨί–‘Ρή“Σ«σΓΔ≥…±ΨΓΔ ©ΙΛœ÷≥ΓΧθΦΰΒ»ΉέΚœΒΟ≥ωΓΘ
Dr.’≈
–ΓΟς
ΟςΑΉΓΘΜΙ”–Ηω ¬ΑΓΓΘ”–ΟΜ”– ‘―ιΖΫΖ®ά¥»ΖΕ®‘Λ»»Έ¬Ε»ΡΊΘΩ
”–ΒΡΘ§Ιζ±ξGB/T 4675.1ΓΑ–±Y–ΆΤ¬ΩΎΚΗΫ”Ν―ΈΤ ‘―ιΖΫΖ®Γ±Θ§‘≠άμΚήΦρΒΞΘ§Ά§ ± ‘―ιΚήΕύΒΡ‘Λ»»Έ¬Ε»Θ§÷±ΒΫΟΜ”–ΖΔœ÷Ν―ΈΤΈΣ÷ΙΘ§Ρ«ΗωΨΆ «Υυ–ηΒΡΉνΒΆ‘Λ»»Έ¬Ε»ΓΘΧΐΤπά¥ΨΆ «±Ω±ΩΒΡΓΘ
Dr.’≈
’βΜΙ≤Μ «÷ΊΒψΘ§÷ΊΒψ «Ρ«Ηω ‘―ι≥Χ–ρΧΪΖ±ΥωΓΔΦρ÷±“Σ»ΥΟϋΓΘΕύΩςΝΥ’βΦΗΫλ»ΥΟώΒΡάΆΕ·¥¥‘λΘ§Χα≥ωΝΥΦρΒΞ”––ßΒΡΧφ¥ζΖΫΑΗΘ§–ßΙϊ“≤ΚΟΚήΕύΓΘ
ΜΙ”–ΑΓΜΙ”–ΑΓΘ§±ξΉΦ“Μ÷±≤ΜΗϋ–¬Θ§Υυ“‘…œΟφΕΦάΝΒΡ±ξΉΔΡξΖίΝΥΘ§Ζώ‘ρΜα»Ο»ΥΦ“–ΠΜΑΈ“ΜΙΡΟ30Ρξ«ΑΒΡάœΕΪΈςΚω”Τ»ΥΓΘ
Dr.’≈
–ΓΟς
Ρ«–¬ΒΡ ‘―ι≥Χ–ρ»γΚΈΡΊΘΩ
’βΗω¬πΘ§ΥΫΝΡΥΫΝΡΘ§±œΨΙ≤Μ «Έ“≥·ΒΡ’ΐΙφΧθΈΡΑΓΘ§≤ΜΒΟ…υ’≈”¥ΓΘ
Dr.’≈
ΥφΉ≈Η÷Χζ“±ΝΕΓΔTMCPœ»Ϋχ‘ΰ÷ΤΦΦ θΖΔ’ΙΘ§ΩΙά≠«ΩΕ»490MPaΦΑ“‘œ¬ΦΕ±πΒΆΚœΫπΗΏ«ΩΗ÷ΚΗΫ”“ΜΑψ≤Μ–η“Σ‘Λ»»ΓΔΚσ»»Β»¥ΠάμΓΘΒΪΒ±«ΩΕ»ΦΕ±π≥§Ιΐ610MPa ±Θ§“ΜΑψ–η“Σ‘Λ»»¥ΠάμΓΘ
Dr.’≈
–ΓΟς
ΡήΨΌΦΗΗω≤Μ–βΗ÷ΒΡάΐΉ”¬πΘΩ
Α¬ œΧε≤Μ–βΗ÷ΡΊΘ§’βΗωΦρΒΞΘ§»ί“ΉΘ§≤ΜΥΒά≤ΓΘ¬μ œΧε≤Μ–βΗ÷Θ®12-16CrΘ©Ά®≥Θ–η“Σ‘Λ»»ΒΫ200-300ΓφΘ§≤Δ«“–η“Σ700ΓφΒΡΚΗΚ󻻥Πάμ“‘±ήΟβ¥ύ–‘ΓΘΧζΥΊΧε≤Μ–βΗ÷Θ®16-30CrΘ©Ά®≥Θ–η“Σ‘Λ»»ΒΫ50-250ΓφΓΘΥΪœύ≤Μ–βΗ÷Θ®22Cr-9NiΘ©ΡΊΘ§Έ ΧβΉΣ“ΤΑΓΘ§ «»»Ν―ΈΤά≤ΓΘ
Dr.’≈
–ΓΟς
Ε‘ά≤Ε‘ά≤Θ§“‘…œΫ≤ΒΡΕΦ «άδΝ―ΈΤΘ§Ρ«»»Ν―ΈΤ «…ΕΘ§ «‘ΎΗΏΈ¬ΫΉΕΈΖΔ…ζΒΡ¬πΘΩΡ«Μζάμ «…ΕΘΩ”–…ΕΖάΜΛ¥κ ©¬πΘΩ
- …œ“ΜΤΣΘΚΚΗΫ”≤–”ύ”ΠΝΠ « ≤Ο¥ [2019-05-10]
- œ¬“ΜΤΣΘΚΗθνβΗ÷”κ≤Μ–βΗ÷ΒΡΚΗΫ”ΙΛ“’ [2019-05-10]