






焊接残余应力是什么
导读
焊接残余应力,是焊接工程研究领域的重点问题。涉及焊接的各种工程应用中,都十分关注残余应力的影响。那么这种看不见摸不着的东西到底是个什么呢?好吧,进入本期关注点。
![]()
小刚
听说异种钢焊管的焊接接头容易产生应力腐蚀裂纹,书上说应力腐蚀是材料、使用环境和应力三个因素共同作用时发生的,既然材料和使用环境不能随意改变,那只能在残余应力上下功夫了。如果能够降低残余应力就好了,可残余应力到底是怎么产生的?如何才能降低呢?
![]()
小刚
真是一头雾水啊,还是去张博士那请教请教吧。
冷焊机,电火花堆焊修复机,铸造缺陷修补机,精密补焊机,模具修补机,被覆机,发电电焊机
小刚通过网络与张博士取得了联系。
小刚
张博士,好久不见!今天来向您请教如何防止焊管产生应力腐蚀裂纹。
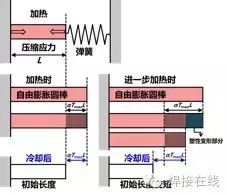
对于这个问题嘛,先不谈焊管吧。首先我们来看看残余应力是如何产生的,下图就是焊接残余应力产生的动力学模型图。你知道这个图和焊接有什么关系吗?
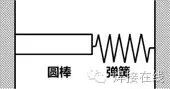

Dr.张
![]()
小刚
棒对应的就是焊缝吧,棒的长短对应焊缝的热胀冷缩,可是弹簧代表什么呢?
弹簧代表的是焊缝周边的母材对焊缝变形的拘束啊。

Dr.张
小刚
哦,就是把焊缝和母材分开来考虑吧?
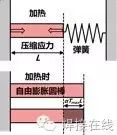
没错。那你知道如果棒的温度升高会发生什么现象吗?下图可以帮助你理解。
Dr.张
小刚
从图上看圆棒加热时产生了压缩应力,这让我想起来一个公式:ε=αT,ε代表应变量,α代表热膨胀系数,T代表温度变化量。
基本功挺扎实嘛!圆棒在自由膨胀时不会产生应力,反之,如果圆棒的膨胀受到拘束就会产生压缩应力,这就是所谓的“热应力”。
Dr.张
小刚
但是为什么冷却后却变成了残余拉应力呢?尽管圆棒在加热过程中会产生压缩应力,但是冷却后弹簧会恢复到初始长度,那圆棒也恢复到了初始长度,那就不会产生应力了啊,就像这样:
这个么…问题提得很好,下面来解释为什么冷却后会产生残余拉应力吧。对于上面提到的模型,如果对圆棒进一步加热会发生什么呢?

Dr.张
小刚
热应变应该会增加吧,并且产生的压缩应力会越来越大。当压缩应力大于材料的屈服强度时,圆棒就会发生塑性变形了。
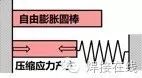
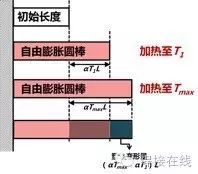
没错,这个过程可以用下图来解释。为了使示意图更直观,我们假设弹簧的刚度是无限大的。另外再假设弹簧可以自由伸缩,想象一下圆棒会如何变形。
Dr.张
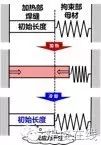
正如你刚才所说,因受热产生的压缩应力超过屈服强度时,塑性变形就会发生。也就是说热膨胀量的一部分因为发生塑性变形而永久性的收缩了,相当于圆棒因收缩变短了。
Dr.张
小刚
所以冷却后圆棒的长度就比初始长度短了。哎不对呀,圆棒是想收缩,可实际上圆棒受到弹簧的拘束没法自由收缩,它被弹簧拽住了所以最终残留了拉应力。
Bingo!残余拉应力就是这么来的。现在产生残余应力的原因找到了,下面讲讲残余应力的大小是如何计算的。下图是应力―温度图。
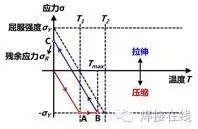
Dr.张
小刚
哦,从图上能看出应力随着温度的变化趋势,并且还能显示最终的残余应力大小。
首先,在温度升至A点之前,圆棒发生的都是弹性变形。接下来,圆棒的膨胀受到拘束,产生了压缩应力。
Dr.张
小刚
我明白了,应力σ=Eε,而ε=αT,所以σ=-EαT(E是弹性模量)。
孺子可教啊。
Dr.张
小刚
接下来的A→B阶段圆棒是不是发生了塑性变形,并且压缩应力与材料的屈服强度相等?
没错。那从B点(Tmax)冷却至室温时,产生了残余拉应力,那应力值怎么计算呢?
Dr.张
小刚
产生残余应力的原因呢,是因为加热时发生弹性变形的那部分冷却后能恢复到原始长度,但发生塑性变形的那部分无法恢复,如果任其自由收缩,则圆棒的长度必然比原来的短,但实际情况是圆棒因受到弹簧的拘束无法变短,因此受到弹簧的拉应力。
小刚
如何计算残余应力值,是不是应该这样考虑:圆棒在整个热循环过程中的变形量其实就是塑性变形阶段(A→B)的变形量,而该阶段产生的变形量是温度从T1升至Tmax的过程中发生的,因此产生的塑性变形量应该是(αTmax-αT1)L,那么残余应力σR= Eα(Tmax-T1)。从这个公式看出,残余应力的大小与材料加热到的最高温度密切相关啊。
没错,眼光越来越犀利了啊!
一般来说,当最高加热温度Tmax在T1与T2之间时,残余应力的大小可由上述公式计算得到,但是当Tmax超过T2后情况就不一样了,来看下面这张图。
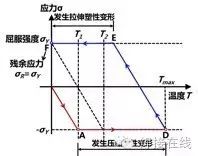
Dr.张
小刚
从这个图来看,Tmax超过T2后,残余应力σR恒等于σY,不随温度的升高而增加了。
没错,如果冷却过程中残余应力超过了屈服强度,就会产生拉伸塑性变形,因此残余应力是不会超过屈服强度的。
Dr.张
小刚
真是豁然开朗啊!
目前为止,我们讨论的动力学模型都是建立在假设弹簧(即拘束)的刚度是无限大的基础上的,实际上焊缝周边的拘束是可变的。那么提个问题:如果焊缝周边的拘束是可变的,那Tmax在T1与T2之间时,残余应力会有什么不同呢?
Dr.张
小刚
如果拘束比较小,残余应力就不会这么快达到屈服强度吧,也就是说拘束小时T1和T2比拘束大时的要高吧?
对的。反过来说,拘束增加,T1、T2会降低,那么材料在较低的温度下就会发生塑性变形,从而更容易产生残余应力。
Dr.张
小刚
那如何知道T1、T2是多少呢?
对于低碳钢,一般T1约100℃,T2约200℃。
Dr.张
小刚
这么说低碳钢100℃以上就会发生塑性变形了,不至于吧?
事实就是这样,不过当材料的抗拉强度翻番时,屈服强度基本上也会翻番,这样就不会那么容易发生塑性变形了。
Dr.张
因此不管任何情况下,只要牢记T1、T2的值与材料的屈服强度和焊缝周围的拘束度密切相关就行了
Dr.张
小刚
一开始我还以为这个东西很简单呢,没想到越讲越深奥啊。
所以数值模拟和仿真很重要啊。
Dr.张
小刚
嘿嘿,劳烦博士再给涨涨知识!像我刚来时提到的异种钢接头的多层多道焊应该很难模拟吧,即使是薄板的单道次焊接感觉都没那么简单。
事在人为嘛。我们采用有限元模拟过异种钢管道多层多道焊的残余应力,下图中包含了模拟的一些基本信息,我们一共模拟了108道次呢。
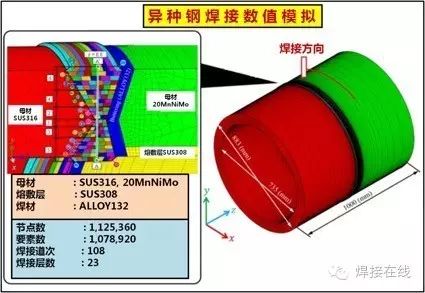
Dr.张
小刚
108道次啊!太不可思议了!
看下面的视频,每一道次焊接时应力如何变化,都可以从视频中看出来。
Dr.张
下面的图给出了分别给出了45、75和108道次焊完后接头的轴向和周向应力分布图。
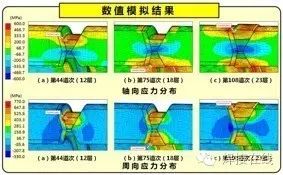
Dr.张
小刚
之前总认为应力是看不见摸不着的,没想到数值模拟能把它完美地呈现出来,简直太惊艳了!
我突然想到一个问题,不知道在同一层上从右向左焊和从左向右焊对残余应力有没有影响。
下图可以回答你这个问题。实线是从左向右焊时A-A’上的应力分布,虚线是从右向左焊的。
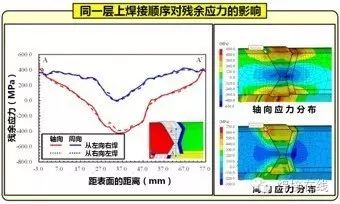
Dr.张
小刚
这么看来同一层上的焊接顺序的改变对残余应力没有影响嘛。
是啊,通过模拟可以让你在焊接施工前就掌握了一些变量及参数对残余应力可能产生的影响,还能指导你如何减小残余应力。当然了,如果不知道残余应力产生的机理,即使做再多的模拟也无法指导生产,更不用说指导你如何减小残余应力了。
Dr.张
小刚
嗯嗯,我一定努力学习。现在我已经大概知道了残余应力是如何产生的,那有没有一些简单的能够减小残余应力的方法呢?
那给你介绍几个已经成功应用的方法吧,焊前可制定合理的焊接工艺,如减小热输入量、降低拘束度、改善焊接顺序等。
Dr.张
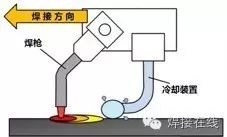
在焊接过程中,可采用水冷法,如下图所示,在焊枪后面安装一个水冷装置来及时给焊道降温。
Dr.张
焊后可进行焊后热处理,也可采用喷丸处理使工件表面产生残余压应力。当然也有很多其它的方法也在研究中。总的来说,可以通过这些方法使焊缝及其周边区域的残余应力降低。
Dr.张
小刚
今天不仅明白了残余应力是怎么产生的,如何利用数值模拟来指导生产,还学到了不少减小残余应力的方法,真是不虚此行啊。
参考这些知识回去解决我的应力腐蚀问题去啦,太感谢您了,张博士!
- 上一篇:最全焊接堵漏方法 [2019-05-13]
- 下一篇:焊接冷裂纹问题一看就秒懂 [2019-05-10]